ガス浸炭用浸炭材、固形浸炭材
Gas carburizing carburizing agent, solid carburizing agent
ガス浸炭用浸炭剤
滴注式溶剤
| 種類 | 区分 | 使用用途 |
|---|---|---|
| 滴注式溶剤 No.1 | 浸炭用 | 拡散・光輝 |
| 滴注式溶剤 No.2 | 浸炭用 | 弱浸炭・光輝 |
| 滴注式溶剤 No.3 | 浸炭用 | 普通浸炭 |
| 滴注式溶剤 No.4 | 浸炭用 | 普通浸炭 |
| 滴注式溶剤 No.5 | 浸炭用 | 強力浸炭 |
| 滴注式溶剤 No.6 | 浸炭用 | 超強力浸炭 |
| 滴注式溶剤 N1 | 浸炭窒化用 | 低温度用(700℃~780℃) |
| 滴注式溶剤 N2 | 浸炭窒化用 | 高温度用(780℃~850℃) |
| 滴注式溶剤 N3 | 浸炭窒化用 | 超高温度用(850℃~920℃) |
滴注式溶剤の選択
- STEP1
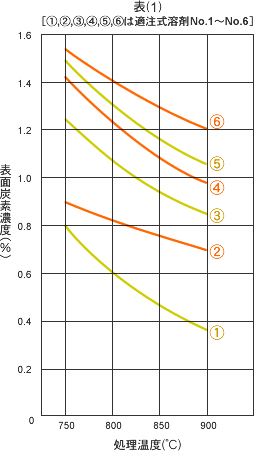
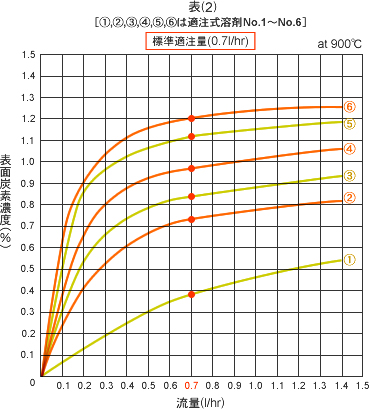
- 光輝無酸化焼入の場合、焼入材料の炭素濃度と熱処理温度を確認し、表(1)より縦軸・表面炭素濃度、横軸・処理温度に見合う適当な滴注式溶剤を選択する。更に微細な調節は標準滴注量を基準として多少の流量調節を行い適切な炭素濃度の平衡を求めて下さい。
- STEP2
- 浸炭焼入の場合、浸炭を行う材料と浸炭温度を確認し求められる表面炭素濃度よりやや高めに表(1)より溶剤を選択して下さい。浸炭温度より焼入温度に下げる迄の間、拡散用溶剤に切り替えて拡散処理を行い焼入をして下さい。
- STEP3
- 浸炭窒化の場合は、STEP2の浸炭焼入に窒化処理が加わったもので炭素濃度、処理温度共に「滴注式溶剤No.5に窒化作用を加えたものがN2」「 滴注式溶剤No.6に窒化作用を加えたものがN3」であります。浸炭処理及び材料の表面に窒素化合物の皮膜を形成し、材料の表面硬度を均一化致します。
- STEP4
- 標準流量は1時間当り炉内容積の1~2倍が適当とされており、変成炉方式の約1/5程度であります。滴注式ガス浸炭法は炉内で直接熱分解して雰囲気ガスを構成する利点の反面、適量以上大量に流すと熱分解が進まずすすの発生が生じます。(スーチング現象)すすの発生と熱分解の完全に留意して下さい。また、反応ガスの滞留時間が長い為充分に撹拌を行ってガス組織の均一化を計って下さい。
固型浸炭用浸炭剤
固型浸炭剤
浸炭促進剤を配合しております。浸炭促進剤の配合量は、任意に変更可能です。
| 号数 | 1号 | 2号 | 3号 | 4号 | 5号 | 包装 |
|---|---|---|---|---|---|---|
| 呼称 | 大粒浸炭剤 | 中粒浸炭剤 | 小粒浸炭剤 | 超小粒浸炭剤 | 粉末浸炭剤 | 20kgクラフト |
| 粒径 | 1~2cm | 5mm~1cm | 3~5mm | 0.5~3mm | 0.5mm以下 |
粒子の大きさにより分類しております。被浸炭物の形状に合せて発注ください。
緩和浸炭剤
促進剤なし主として低炭素鋼の浸炭焼入に。
| 号数 | 1号 | 2号 | 3号 | 4号 | 5号 | 包装 |
|---|---|---|---|---|---|---|
| 呼称 | 大粒炭 | 中粒炭 | 小粒炭 | 超小粒炭 | 粉末炭 | 20kgクラフト |
| 粒径 | 1~2cm | 5mm~1cm | 3~5mm | 0.5~3mm | 0.5mm以下 |
粒子の大きさにより分類しております。被浸炭物の形状に合せて発注ください。
成型浸炭剤
煉炭成型機で成型され、高級バイダ-を使った固型浸炭剤で特にデトルト式回転炉では大好評をいただいております。
| 名称 | 成型浸炭剤 | 包装 |
|---|---|---|
| 配合比 | Baco3 10% | 8個ダンボールケース入 |
大口ユーザー様には 72ケース(=576個入り)パレット積み をご利用下さい。